产品详情展示
产品详情
- 报价:
- 人民币¥10.00元每件
- 铂盾:
- 铂盾
- 广州:
- 番禺
- 关键词:
- 折弯加工
- 所在地:
- 广州市番禺区石基镇塱边村企岭工业区1号D座自编206室
- 手机:
- 18922492067
- 联系人:
- 梁小姐
- 所属企业:
- 广州铂盾科技有限公司
详细描述
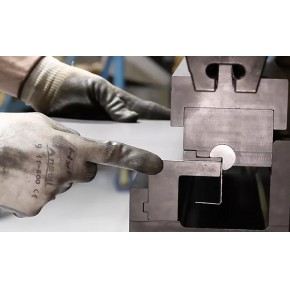
上次小编跟大家介绍了钣金折弯加工中刀具的类型,以及折弯方式,这次小编根据广州铂盾的经验,跟大家聊一下在折弯加工中会遇到的一些常见问题和解决方法。归结起来,常见问题包括变形、工件不平有磨损、裂缝和裂纹这三个方面。问题一:变形分析:针对变形这个问题,又分了几种情况,比如:孔变形、近折弯处折弯变形、压铆或铆合后的变形,其原因分别是:1. 模具和工件之间的摩擦力增大。2. 机台运行速度过快,变形速度大于操作人员扶持工件运动的速度。3. 工件表面受力不均匀或工件表面不平。4. 孔错位或铆合方式不对。解决方法:针对以上四点原因,给出相应的解决方法:1.加大顶料板压力;在顶料板上加麻点格纹,以增大摩擦力防止制件在弯曲时滑位。2. 降低机台运行速度或加快操作者的扶持速度。3. 重新调整压力(增大下表面受力范围,减少上表面施力范围)或端平工件。4. 改变铆合方式。问题二:工件不平有磨损分析:包括制件端面不平、凹形件底部不平和折弯后工件外表面磨损,其原因分别是:1. 弯曲时,材料外表面在圆周方向受拉产生收缩变形,而内表面在圆周方向受压产生伸长变形,沿弯曲方向出现挠曲端面产生鼓起现象。2. 材料本身不平整;顶板与材料接触面积较小;凹模内无顶料装置。3. 凸模半径太小;弯曲间隙太小;原材料表面光滑。解决方法:1. 增加工序;是凹凸模产生足够的压力;制作与外圆角相对应的凹模圆角半径。2. 校平材料;增加顶料装置;增加整形工具。3. 提高凹凸模光洁度;增大凸模弯曲半径;调整弯曲间隙。问题三:裂缝和裂纹分析:弯曲角的裂缝和工件折弯产生的裂纹,其原因分别是:1. 弯曲内半径太小;金属可塑性差;材料纹向与弯曲线平行。2. 由于材料的特殊结构,平行纹路方向容易产生断裂。1. 加大凸模弯曲半径;改变落料排样;退火或采用软性材料。2. 可以将板材旋转与垂直折弯的反向切割;加大上模R角。以上就是折弯加工常见的问题以及解决方法,广州铂盾有很多在钣金折弯加工中的经验,如果大家还有什么其他的问题,可以私信小编喔。




发表评论 取消回复